Why Do Coke Drums Tilt Over Time?
Background
Refinery coke drums experience fatigue induced issues which can be attributed to the coke drum operating cycle; rapidly heating the drum with hot coking feed, and, following the completion of coking process, rapidly quenching of the drum contents with water prior to cutting. Rapid temperature changes as the drum transitions between steady state temperatures impart a measurable stress gradient on the drum wall and through the skirt and baseplate resulting in long term effects which will cause coke drums to tilt. The tilting of the drum will cause misalignment of the top nozzle and cutting tool. In some cases the misalignment may prevent the drilling operation. The cause of the tilt can be attributed to these uneven temperature distributions which result in the failure of the base plate, grout, construction shims, anchor bolts and drum bulging as noted below:
Base Plate, Grout, Shim and Bolt Failure
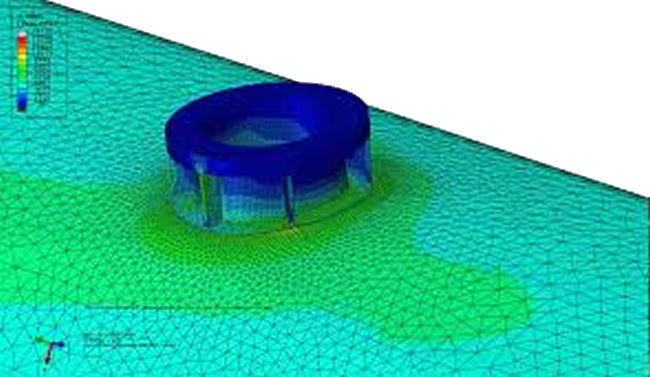
A mechanism which will cause the drum to tilt is uneven temperature distribution on the drum which will cause the drum to bend during the coking cycle referred to as the “banana” effect. To demonstrate this effect, we simulated an exaggerated temperature distribution on opposite sides of a coke drum. The red outline simulates one side of the drum at 800 °F and the light blue and opposite side of the drum is simulated is at 300 °F as shown below in Figure 1. Note this is an exaggerated temperature distribution to illustrate the effect. A similar temperature distribution can occur during the water quench cycle. With this uneven temperature distribution, the hotter side of the drum expands (causing tension) more than the cooler side (causing compression) of the drum, hence bending the drum like a “banana” as shown in Figure 2.
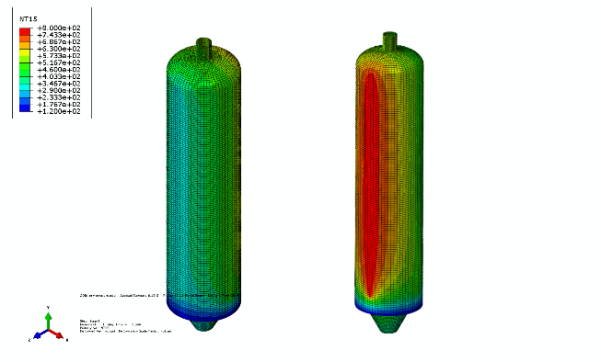
Figure 1 Temperature Distribution on Coke Drum
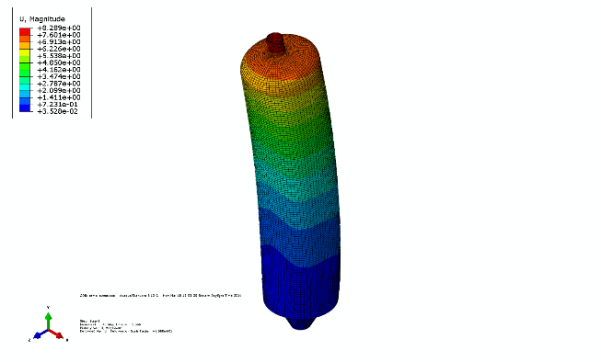
Figure 2 Drum Movement during Operation
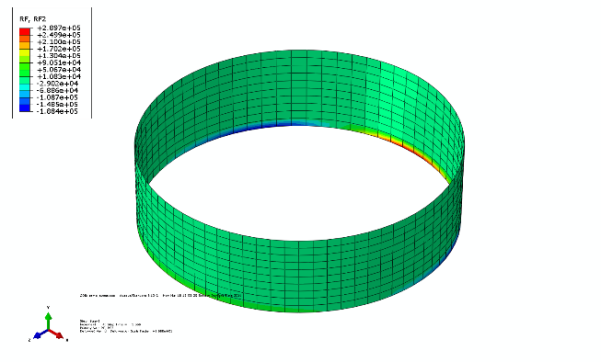
Figure 3 Axial (Y direction) Reaction Force on Skirt
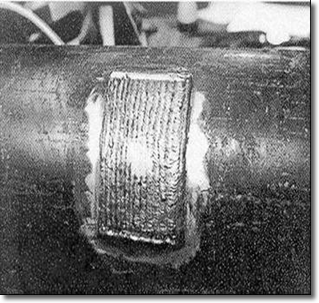
With the “banana” effect, the axial (Y direction) reaction load distribution on the base plate is not uniform as shown in Figure 3. From this figure it is observed that the reaction load is positive in some locations and negative at other locations. The positive reaction load indicates that there are compressive loads in the drum skirt and on the foundation. The negative reaction load indicates that the base plate is trying to lift up off the foundation but is restrained by the anchor bolts. This uneven loading on the base plate causes a non-uniform friction load between the bottom of the base plate and foundation during thermal expansion and contraction of the base plate. Ideally the radial thermal expansion/contraction would be uniform around the circumference of the base plate and relatively small typically less than 1/4”. However the non-uniform friction force between the base plate and foundation can restrain the free radial expansion (sliding) between the base plate and foundation causing the drum to move (“walk”) around the foundation. Over time with repeated heating and cooling cycles of the drum combined with varying temperature distributions around the circumference of the drum, the bolt circle of the foundation anchor bolts is no longer concentric with base plate anchor bolt holes. Although slotted bolt holes are provided in the base plate for thermal expansion, shearing off anchor bolts has occurred (Figure 4) due to the “walking” effect.
The base plate is typically supported around the circumference by a grout pad between the base plate and foundation and construction shims used in setting and leveling the drum. Uneven loads and sliding friction on the foundation-grout system can cause crushing or spalling of the grout and in some cases causes loss of support under the base plate resulting in base plate deformation as shown in in Figure 5. In certain cases the skirt itself will start to deform because of the uneven load distribution from the base plate (Figure 5).
 Figure 4 Failed Base Plate Anchor Bolt (arrow marks failure location)
Figure 4 Failed Base Plate Anchor Bolt (arrow marks failure location)
 Figure 5 Deformed Base Plate and Damaged Grout
Figure 5 Deformed Base Plate and Damaged Grout
Bulging of Drum
Due to the circuitous path chosen by the cooling water stream during the quenching cycle and to a lesser extent, internal turbulence during the coking feed cycle, the temperature distribution around the circumference of the drum during these transitions does not follow a uniform or predictable pattern and therefore creates non-uniform stresses and strains on the drum. Sometimes these thermal stresses are high enough to cause local yielding at certain locations of the drum. Over a long period of time, the areas of the shell with the highest thermal strains will develop outward bulges which will grow and can eventually lead to cracking of the drum. These bulges effectively shorten the vertical wall of the drum which then cause the drum to tilt permanently in the direction of the outward bulge. Figure 6 shows, how a large bulge at the bottom shell course will result in a significant movement of the top nozzle.
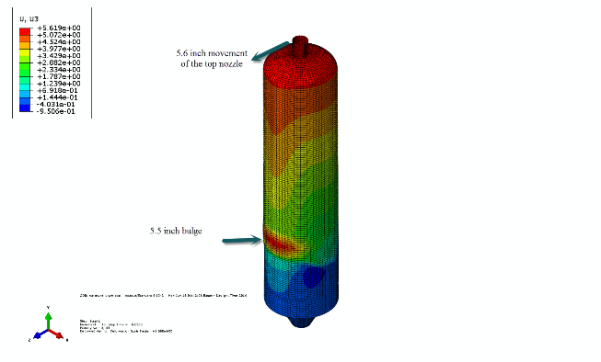 Figure 6 Bulging Causing Top Nozzle Movement
Figure 6 Bulging Causing Top Nozzle Movement
Conclusion
In conclusion, coke drum tilting is caused by a combination of grout/shim/anchor bolt failure and skirt deformation due to uneven loading on the base plate resulting from uneven thermal expansion and contraction of the coke drum. Bulging in the shell, caused by local yielding due to high thermal gradients will exacerbate the situation by effectively shortening the vertical wall of the drum. Due to the nature of coke drum operations and the limitations of today’s technology, these disproportionate temperature effects will continuously impart stresses and cause subsequent deformation of the drum and movement of the baseplate resulting in coke drum tilting.
Becht Engineering can provide solutions for Equipment Health Monitoring of coke drums to monitor drum stresses and recommendations for operational changes to reduce the probability of bulges and cracking occurring and optimize drum life. In addition, Becht also provides an “on-stream” solution for coke drum shim replacement to counter the effects of drum tilting and cutting tool misalignment.

Coke drums with single feed nozzle are being retrofitted with dual feed and inclined nozzles to achieve a more uniform temp profile over the entire circumference of the drum. Nothing obviouslly can be done while quenching the drum with water. Has BECHT got an opinion on the above changes to the feewd nozzle.
From our experience the dual feed has helped to obtain a uniform temperature distribution at a number of locations. However, we have also heard from some clients that the dual feed have made the drum to bulge and tilt more because of uneven temperature distribution. But we do not have data to show that this is the case.
Very well laid out analytics as always Ranjan.
My opinion on Mr. Prakash’s inquiry is that I can not imagine an industrial useable design to feed nozzles in the cone/bottom head section that can substantially address bending and deformation from the skirt support through the top head. In general, feed nozzles designs tend to alter the temperature distribution in the cone from hot feed impact, lower coke bed formation, and spalling of the coke internal insulating layer.
I shall thank Mr Nadarajah and Becht Engineering for sharing this information with us.
Mr Nadarajah said “Bulging in the shell, caused by local yielding due to high thermal gradients, will exacerbate the situation by effectively shorterning the vertical wall of the drum”. It has no sense. High temperature cause the steel to expand in all directions, verticaly, radially and also in thickness. Since we are dealing with a hot spot within a vessel at an average lower temperure, the rest of the vessel doess not allow the red spot to grow. Thats why a bulge appears. The bow is longer than the vertical straight line (chord) from the beguining to the end on de bow. The same principle apply in the theta direction. The new bow is longer than the original.
Bulging is a local effect caused by a local hot spot. It has no global effects on the drum other than the risks created by local cracks. Attemping to explain a permanent and significative banana effect by local bulging is going too far. A very large hot area, axialy long but narrow in theta direction may cause a banana effect. Also a big mass moving inside (actually the momentum) can cause the drum to shake and take briefly a banana shape, not significant in terms of stress.
Regardind central feed, lateral feed, dual side feed and retractable feed nozzles. If the banana effect is a real problem. It was so, since the majority of coker drums were central feed, before the Unheading Valves (2003). Central feed is the best for temperature distribution. All other feed nozzle design are there trying to emulate the best. How can they claim to fix the banana effect?