Process Centrifugal Compressor Oil Seals
Ingersoll Rand Cone Oil Seals
Compressor process shaft end seals are designed to seal the rotating assembly in the stationary compressor case to prevent the process gas in the compressor from escaping to the atmosphere and to prevent the atmosphere from getting into the process gas. Shaft end oil seals, as compared to the relatively new dry gas seals, have been in the machinery world since the inception of centrifugal compressors.
A comparison of advantages and disadvantages for each type of compressor shaft end seal (gas or oil) will not be covered in this article. It is safe to say that today’s trend is to purchase new centrifugal compressors with dry gas seals, and where feasible, to retrofit existing oil seals with dry gas seals.
Purpose
The purpose of this article is to outline the basic components of a compressor oil seal and support system, with a brief description on how they function, and a more detail description of the components of an Ingersoll Rand cone oil seal.
The oil seal system is comprised of three main subsystems:
- Seal oil circulation system (reservoir, coolers, filter, pumps and piping)
- Control system with instrumentation, level and pressure controllers.
- The oil seal housing, including seal faces/surfaces and or bushing seals.
Oil seals use oil as the sealing medium while dry gas seals use gas as the sealing medium. The seal oil supply system MUST be capable of supplying higher seal oil pressure than the highest possible compressor process pressure inboard of the oil seal – which may include settle out, or compressor discharge pressure.
The seal oil circulation system is composed of a seal oil reservoir, pumps to pressurize the seal oil, filters to ensure a clean seal oil supply, and coolers to control the seal oil supply temperature. The seal oil system has an overhead tank, or tanks, located at an elevation above the compressor seals to use the head pressure to establish a differential pressure on the oil seal (more details will be provided later). The seal oil system also contains sour oil drainer/pots which are used to separate the process side seal oil leakage from the process gas.
The control system is comprised of control valves and their sensors (controllers) which are used to regulate the flow and pressure of the seal oil. Instrumentation is used to monitor the status of the overall seal system and also control the system (start pumps, alarms and trips).
Oil seals are designed for many different applications and vary in design from one machine to another and from one manufacture to another. Some have different types of sealing components such as bushing seals, contacting faces and floating face seals. However all oil seals and gas seals function using the same principal – “DIFFERENTIAL PRESSURE”.
The Ingersoll Rand Cone Oil Seal
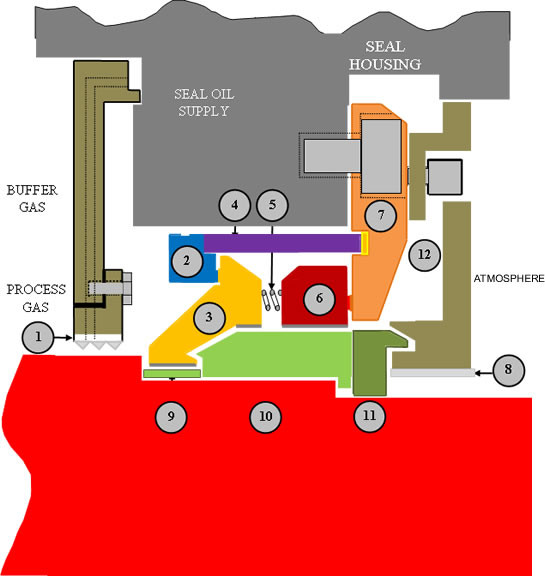
We will use the Ingersoll Rand cone oil seal system as our example – see seal schematic below.
This drawing shows a cross section of the cone oil seal rotating components which include the compressor rotor, seal sleeve, cone seal sleeve and the cone locknut, and the seal stationary parts which include the seal and seal housing. The bores of the stationary seal rings that have little clearance to the rotating seal sleeves are lined with Babbitt to improve oil flow and produce a bearing affect between the stationary and rotating parts.
Seal oil enters the seal via the seal oil supply port located in the seal housing. This oil is at a higher pressure (5 to 7 PSI) than the process gas in the area between #1 Inner seal labyrinth and #2 Inner stationary seal face. The higher pressure seal oil fills the area between the #10 Rotor cone seal sleeve and #3 Inner floating seal ring. A small amount of seal oil flows thru the close clearance of stationary #3 Inner floating seal ring and rotating the #10 Rotor cone seal sleeve then flows through the even closer clearance of the rotating #9 Rotor seal sleeve. This oil now contacts the process, or buffer gas, and becomes contaminated oil. This contaminated oil is referred to as sour oil. This seal design has a very small amount of sour oil flow which makes type of oil seal desirable for compressors that contain process gases that contaminate the sour oil, resulting in the sour oil having to be disposed of rather that returning to the seal oil reservoir.
The higher pressure seal oil also fills the area between the #10 Rotor cone seal sleeve and #6 Outer floating seal ring. A larger amount of seal oil flows thru the close clearance of the stationary #6 Outer floating seal ring and the rotating the #10 Rotor cone seal sleeve. This flow is greater due to a larger clearance and a higher Differential Pressure between the seal oil and the atmosphere pressure. This oil is now in the present of the atmosphere and is referred to as Sweet Oil.
Let’s use the item numbers with the arrows on the drawing above to identify the parts of the seal and discuss the function of each part. We will start on the process gas end of the seal (left side on drawing) and move toward the bearing housing or atmosphere end of the seal (right side of seal).
- #1 Inner seal labyrinth (I-R seal labyrinth packing)
- #2 Inner stationary seal face (I-R ring seal retainer)
- #3 Inner floating seal ring (I-R ring seal inner)
- #4 Seal spacer (I-R ring seal spacer)
- #5 Seal springs (I-R compression springs)
- #6 Outer floating seal ring (I-R ring seal outer)
- #7 Outer stationary seal face (I-R seal end plate)
- #8 Outer seal labyrinth (I-R cover seal)
- #9 Rotor seal sleeve (located on the rotor directly below the inner portion of the Inner floating seal)
- #10 Rotor cone seal sleeve (located on the rotor directly below the outer portion of the Inner floating seal and the outer floating seal)
- #11 Rotor cone seal sleeve lock nut (located on the rotor directly below #26 the outer stationary seal face)
#1 Inner seal labyrinth. This labyrinth reduces the process gas pressure from the compressor internal area to the seal area. The labyrinth seal teeth have close clearances to the rotating rotor. In this example, the clearance is 0.005” to 0.007” radially. The labyrinth teeth are made of a wearable material that normally does not damage the shaft if they come into contact with the shaft due to a bearing failure. The porting to the center of the labyrinth is used to admit clean buffer gas into the seal area. This is a very important feature on compressors that are compressing gases that are not clean. The labyrinth is bolted and locked to the seal housing using bolts and lock washers and sealed to the housing using a gasket.
#2 Inner stationary seal face. This seal face is held in place by the seal spacer (#4) being clamped in place by the outer stationary seal face (#7). This outer stationary seal face (#7) is sealed to the seal housing with an O-ring. This seal face is in contact with the inner floating seal face which is lapped to each other. In newer designed seals both of these faces may be hard coated.
#3 Inner floating seal. This seal component is used to reduce the flow of seal oil into the compressor and prevent the process gas from entering the seal. The inner floating seal is in contact with the inner stationary seal face (#2) at their lapped faces. The Babbitt bores of the inner floating have very small clearance to the rotor cone seal sleeve and the rotor seal sleeve (in this drawing the clearance is 0.004” to 0.0045 radially). The inner floating seal is free to move radially by only the rotor sleeve clearances. The inner floating seal sleeved is centered on the rotor seal sleeves by the seal oil pressure.
#4 Seal spacer. This seal spacer is used to clamp the Inner stationary seal face in position. The length of this seal spacer is critical to the functionally of the seal. If the spacer is to short it will not contain the inner stationary seal face (#2) in place. If it is to long the distance from the station seal face will be greater and out of tolerance. In both cases the outer stationary seal face (#7) will not seal to the seal housing and the seal face clearance will be out of tolerance resulting in a leaking seal.
#5 Seal springs. These springs are designed to force the inner and outer floating seal faces (#3 & #6) to seal against the inner and outer stationary seal faces (#2 & #7). These springs will also keep the seal faces closed without seal oil as long as the process gas pressure is very low.
#6 Outer floating seal. This seal component is used to reduce the flow of seal oil into the sweet oil drain. This maintains the seal oil pressure with minimum flow. The outer floating seal is in contact with the outer stationary seal face (#7) at their lapped faces. The Babbitt bores of the inner floating have very small clearance to the rotor cone seal sleeve (in this drawing the clearance is 0.004” to 0.0045 radially). The outer floating seal is free to move radially by only the rotor sleeve clearances. The outer floating seal sleeved is centered on the rotor cone seal sleeve by the seal oil pressure.
#7 Outer stationary seal face. This seal component is designed to prevent seal oil from leaking and maintain seal oil pressure with minimum flow. The outer stationary seal face is held in place by bolts and lock washer. This outer stationary seal is sealed to the seal housing with an O-ring and gasket (#12). The thickness of gasket (#12) is critical to obtain the correct seal face location. The outer stationary seal face is in contact with the outer floating seal face (#6) which is lapped to each other. In newer designed seals both of these faces may be hard coated.
#8 Outer seal labyrinth. This labyrinth is designed to prevent the seal oil from leaking to the atmosphere. The outer labyrinth is held in place by bolting and lock washers. This labyrinth is centered by the bearing housing bore and seals to the housing with an O-ring.
#9 Rotor seal sleeve. This seal sleeve is located on the rotor directly below (#3) the inner portion of the inner floating seal. This sleeve is a wear sleeve that is shrunk on the rotor (interference fit). This sleeve is usually hard coated on the outside diameter (OD). This sleeve has 0.004 to 0.0045 radial clearance to the stationary inner floating seal ring.
#10 Rotor cone seal sleeve. This seal sleeve is located on the rotor directly below (#3) the outer portions of the inner floating seal and (#6) the outer floating seal. This seal sleeve is a wear sleeve that is shrunk on the rotor (interference fit). This sleeve has 0.004” to 0.0045” radial clearance to the stationary inner and outer floating seal rings. This close clearance and the shape of the cone sleeve reduce the flow of seal oil through the inner and outer floating seals.
#11 Rotor cone seal sleeve locknut. This locknut is located on the rotor directly below (#7) the outer stationary seal face. This locknut is threaded on to the rotor and then pinned in to place to prevent the locknut from coming loose during operation. There are locknuts on both the inboard and outboard cone sleeves. One of the nuts has left handed threads and the other has right handed threads. They are designed to tighten the cone sleeve (if for some reason the cone sleeve became loose on the rotor fit) with the rotation of the rotor. You can use the rotating direction of the rotor to determine if the nut is left or right handed. The locknuts will tighten opposite of rotor rotation.
#12 Gasket/Spacer. This gasket/spacer is located between the outer stationary seal face and the seal spacer. The thickness of gasket (#12) is critical to obtain the correct Inner stationary seal face axial location.
CONCLUSION
In our experience, the Ingersoll Rand cone seal appears to be one of the least understood, and most often improperly installed oil seals. The two problems the Becht Engineering Machinery Team have seen most often with this seal installation have been installing the correct spacer/gasket (Item #12) thickness and the setting correct axial clearance between the inner floating seal and the seal cone (item #3 and #10). If the spacer/gasket (item #12) is less than required, the inner seal stationary face will not be held in place. If the spacer/gasket (item #12) is greater than required the outer stationary seal face/end plate (item #7) o-ring will not seal properly.
Setting the rotors running position is a compromise. Getting the rotor in an ideal running position with proper impeller to diaphragm alignment, the balance piston high and low labyrinths centered, and having the oil seals in an optimum running position is often difficult to obtain. The seals axial clearance is very important and if the seal has excessive clearance it will have high oil leakage. If the seal does not have enough axial clearance the oil will over heat and turn to carbon. The Becht Engineering Machinery Team (with the assistance of Dresser-Rand) have developed written procedures and forms on how to measure, record, calculate and set these clearances correctly. If you are interested in these procedures and forms contact the Becht Engineering Machinery Division.