Process Safety Management: Small Errors Lead to Big Consequences

We work in an industry where there is very little tolerance for errors since we deal with highly hazardous, flammable chemicals. Normally our plants operate with exceptional safety records since they are built to exacting standards, inspected frequently to monitor changes in integrity and personnel are highly trained. However, sometimes human error, cutting corners or putting production before safety can cause serious accidents.
This blog focuses on the importance of doing things right every day, every time. It discusses incidents where small errors led to huge consequences. These errors can be due to inadvertent mistakes, normalization of deviance, fatigue, intentionally ignoring safety procedures or failure to recognize hazards. Inadvertent mistakes could include forgetting to properly line up a valve system, installing the wrong gasket or pushing a button before the system is ready to operate. Normalization of deviance (View my other blog) is where the unacceptable becomes acceptable. For example, you might drive to work without your seat belt and or work at height without a harness and safety lanyard. These are clearly dangerous, unacceptable practices. However, you may get away with this for a while and then it becomes normal practice. Eventually the odds will catch up and an incident happens. These two poor practices also fall under the category of intentionally ignoring safety procedures since our plants clearly require seat belts and fall protection. Failure to recognize hazards could include failure to recognize that an area is a confined space and that appropriate oxygen and hazardous gas testing must be done before entering the space.
Below are 6 examples of incidents that occurred in our industry where a small error resulted in big consequences.
Case 1 – Process water tank explosion
This explosion happened at a Gulf Coast chemical process plant and caused 17 fatalities. A tank that was considered a water tank was actually a reactor. It contained hydrocarbons and could generate oxygen. Although the tank had O2 monitoring, the analyzer had been drawing a straight line for some time. It was not recognized the O2 monitoring system had failed and a straight-line reading was abnormal. An explosive mixture formed in the tank and when a compressor was restarted after maintenance it added enough energy to cause the explosion which leveled the tank and killed 17 workers. The error was not recognizing the tank was a reactor and that a straight-line reading on the analyzer was abnormal.
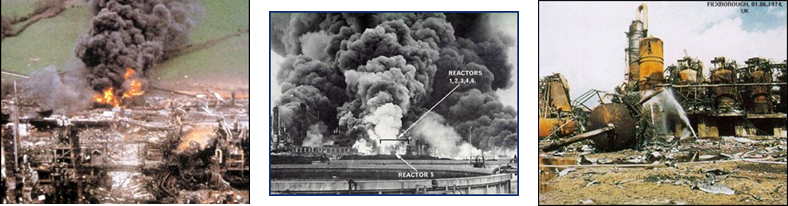
Case 2 – Reversing air tubing on a reactor valve
This accident destroyed a Gulf Coast high density polyethylene plant, killed 23 and injured 314. Maintenance was being performed on one of the reactors. Air hoses used to activate a critical valve on the reactor were disconnected. The hoses were identical in appearance and when reconnected were reversed. Therefore, when the valve was thought to be closed, it was actually open and dumped the reactor contents to the atmosphere. Ignition occurred in under two minutes causing a massive explosion equal to 2.4 tons of TNT. Other explosions followed destroying the plant including fire fighting equipment. The error was reversing the air hoses. However, the investigation discovered problems with maintenance procedures, training, lack of connections that could not be reversed, blinding of open connections, lockout and sequence of maintenance tasks. Settlements totaled over $400 million and OSHA issued over 700 citations to the company and maintenance contractor. Truly this small error lead to huge consequences. This accident was also one of the key drivers for implementation of OSHA 1910.119, the Process Safety Management Rule.
Case 3 – Restarting a pump with line open
This accident occurred on a large platform operating in the North Sea. A pump relief valve had been removed for service and had not been replaced. A hand tightened blind was in place. When the operating pump failed the spare needed to be started. Documentation that the pump was not ready for service was not found and no physical check was made. The pump was started and of course leaked due to the hand tightened blind being unable to hold pressure. Firefighting equipment was not fully operational adding to the disaster. The resulting fire and explosions killed 167 workers and destroyed the platform. The insured loss was $3.4 Billion. At the time this platform accounted for 10 percent of the North Sea production. The error was lack of control of maintenance work, however the investigation identified numerous issues which contributed to the incident.
Case 4 – Incorrect plug material and installation
This incident fortunately did not result in injury or destruction of property, however considering the service, the incident could have been catastrophic in terms of loss of life. A pump in a TDI (toluene di-isocyanate) plant began leaking from a case drain plug. This pump was in highly toxic liquid phosgene service. Emergency services at the site were able to shut down the pump, isolate it and contain the phosgene. Evacuation and shelter in place notices were issued in the community. The plug was examined after the incident and found to be carbon steel rather than Monel as specified. The plug was highly corroded and did not have proper thread engagement. A blowout of the plug would have resulted in a much larger phosgene release. This incident prompted the plant to conduct an extensive PMI (positive material identification) program on all alloy services in the plant. Several other issues of incorrect materials in highly hazardous service were discovered. The error was improper installation of a plug with incorrect metallurgy.
Case 5 – Incompatible gasket materials
During the early 90’s there was a strong industry push to move away from asbestos containing gasket materials. The hazards of asbestos had been known for some time and it was necessary to remove this material from the workplace. This company was in the process of testing alternate materials including sheet gasket materials. The company was also in the process of completing a large petrochemical complex in Asia. Near the end of the project it was discovered through testing that the sheet gasket materials used to substitute for asbestos-based materials were not compatible with certain services in the plant. Spiral wound Teflon filled gaskets were needed in these services. The engineering department advised the project that numerous gaskets had to be changed before startup. Due to cost and production pressure the Project Manager ignored the advice and the plant was started up with the sheet gaskets. Within hours hydrocarbons were raining down from all the flanges in these services. By some miracle the hydrocarbons did not ignite and startup was delayed several weeks for clean-up and changing all gaskets in these services. The error was project schedule overriding safety and technical considerations.
Case 6 – Line cutting
An incident occurred at a small refinery where there was a lack of procedures and other aspects of the PSM rule. A worker was instructed to cut and remove a line that was thought to be isolated and out of service. The employee used a power saw on the line which was actually a live 440-volt circuit. The circuit tripped when the saw cut into the conductors. Fortunately, there was enough isolation through the saw and gloves the employee was not electrocuted. The error was lack of maintenance control and proper identification of lines before cutting.
We could go on for a long time with examples of how small errors lead to huge consequences in terms of loss of life, injuries, loss of equipment and impact on profit. However, we need to examine ways to avoid these situations. During my career the following 10 items have been implemented to avoid these accidents.
- Maintain a sense of vulnerability. Past success does not guarantee future safe performance.
- Strictly conform to engineering standards.
- Use multidiscipline teams for PHA’s, HAZOP’s and Management of Change.
- If you see something, say something. Don’t let a known hazard remain unchecked.
- Avoid the situation where production trumps safety and people have to prove its unsafe to halt a job.
- Implement strong quality control measures.
- Utilize checklists for all activities including maintenance work, operations, engineering and projects.
- Conduct comprehensive pre-startup safety reviews.
- Implement a strong, multidiscipline management of change process.
- Implement strong PMI programs with suppliers, in the warehouse and in the field.
We must all be vigilant in our actions operating and maintaining our plants to avoid a small error becoming a major incident. Becht Engineering has significant experience in process safety management, maintenance and reliability assessments and can support improvement for your plant.
Have a question or wish to contact Becht Engineering? You may post a comment at the bottom of this blog. Click below for any technical assistance.
Contact Becht Process Safety Consulting