Reciprocating Compressor Cylinder Alignment (Often Overlooked as a Failure Root-Cause)
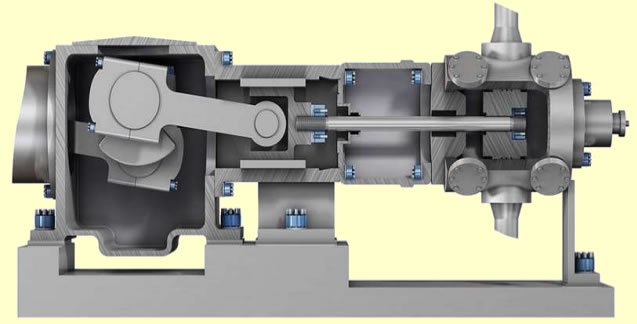
Compressor cylinder bore misalignment can cause failures that are often not attributed to misalignment. Crosshead shoes uneven wear, compressor piston rod failure at both the crosshead and at the piston, compressor piston rod coating failure, piston wear and compressor cylinder bore wear can all be attributed to cylinder misalignment. The objective of this article is to highlight the importance of cylinder alignment and expose the problems associated with cylinder alignment so the next time you experience one of these types of failures, checking the cylinder alignment is included in your failure investigation.
Assumptions often lead to bad results. In the case of reciprocating compressors, I have found that there are two assumptions about the cylinder bore to crosshead bore alignment that have caused unexpected problems. The first assumption is “if the compressor rod runout is in tolerance then the cylinder bore alignment is in tolerance”. The second is “the male and female fits between the crosshead housing, the distance piece and the compressor cylinder will align the cylinder bore within tolerance.” Both of these assumptions are not always correct. The size and weight of the compressor rod, crosshead and piston can cause the rod runout to mask cylinder bore misalignment. A heavy piston and rod can cause the crosshead or piston to tilt and results in acceptable rod runout with out-of-tolerance cylinder bore alignment. As for the male and female fits aligning the cylinder bores to the crosshead bore, the Original Equipment Manufacturer (OEM) states that the male/female fits are designed to get the bore alignment to a starting point for final alignment. The tolerances the OEM has for bore alignment is small. These tolerances depend on the bore size and the operating pressure. The higher the operating pressure the smaller the tolerance. The OEM’s tolerance on the cylinder alignment that is discussed below is 0.005” maximum parallel offset and 0.003 maximum angularity.
I recently had the opportunity to be involved in a cylinder misalignment problem that was discovered after the main bearings failed. The cylinder misalignment did not cause the main bearing failure but if the main bearings had not failed on startup the cylinder would have failed in a short period of time. This compressor was driven by an electric motor and had two cylinders on one side and the third cylinder on the other side. The operating discharged pressure of the third stage cylinder was around 1000 psi. The compressor had been taken out of service for a routine inspection. The third stage cylinder was known to be damaged and was replaced with a new cylinder. When the new cylinder was installed, the cylinder end support leg would not line up with the cylinder bolting. The support legs bolt holes were slotted to fit. This should have alerted the personnel involved that there was a cylinder alignment problem. According to the personnel involved, the rod runout was in tolerance even though the cylinder was obviously not within alignment tolerances. The main bearing clearances were out of tolerance and they were replaced. On startup the main bearings failed. After this failure the OEM and I became involved. After a bearing inspection and optical alignment checks, it was determined that the bearing failure was caused by crankcase main bearing misalignment due to foundation failure. We were certain that we had cylinder alignment issues due to the fact that the third stage cylinder end support leg would not line up with the cylinder bolting. It was decided to removed the compressor crankcase and cylinders and rebuild the foundation. While the foundation work was being performed the entire compressor was taken to the OEM repair facility to line bore the main bearings and align the compressor cylinders. The main bearing line boring and cylinder alignment is normally performed with the crankcase on its foundation. Due to the amount of time required for the foundation repairs it was beneficial to perform the line boring and cylinder alignment in the OEM repair center at the same time the foundation was being repaired in the plant. This would reduce the total outage by more than three weeks.
The crankcase with the crosshead housings were set on support pedestals for alignment. I will not go into the details about the crankcase alignment or main bearing line boring, but it should be noted that it takes a considerable amount of time for the crankcase to become stable. Temperature changes effect the crankcase alignment considerably. The compressor was being repaired in an air conditioned repair center to insure minimum alignment changes. The crankcase was leveled using optical instrumentation. After the crankcase was stabilize and leveled the main bearing housing were bored true.
To assure correct cylinder alignment, all of the mating faces must be perpendicular to the bores centerline. The crosshead housing face was checked by truing or aligning to the crosshead bore and then checking the face for square. The same procedure was use on the cylinder by truing on the bore and checking the inboard and outboard heads for square. The distance piece was trued to the mating fits bore and then the faces were checked for true. No faces were found to be out of tolerance. After the crankcase main bearing boring was complete and the upper case struts and tie bolts were installed, the distance pieces and cylinders were install one at a time starting with the number one cylinder. The cylinders were supported on the outboard where the normal support leg would be installed. The male and female fits between the crosshead housing, the distance piece and the cylinder were used as a starting point for alignment. The optical alignment tool was used to direct the alignment procedure. The optical alignment scope is set up on the opposite side of the crankcase from the cylinder. There is an inspection port on the crankcase that be removed that allows the scope to located on the centerline of the crosshead bore and then use this centerline to align the cylinders bore on the inboard and outboard ends. This process is time consuming but very accurate. All went well with the first stage and second stage cylinder; however, the third stage cylinder was a challenge.



Cylinder Alignment
The third stage cylinder was the cylinder that did not line up with the outboard cylinder support when it was installed in the plant. When the cylinder was installed and the cylinder to distance piece bolting was torqued, the cylinder’s bore was considerably out of tolerance. We loosened the cylinder to distance piece bolting and then retorqued them. The cylinder bore was still considerably out of tolerance but in a different direction. We could align the cylinder by using the optical alignment tool to direct in which order the bolts should be tightened to achieve near tolerance alignment. This would be setting up the next cylinder repair for sure failure. There is little chance of anyone remembering how this cylinder had to be installed and little chance of having the optical alignment tool to install the cylinder. The problem had to be resolved now. The way the cylinder alignment changed by tightening the bolting in a different order implied that one or both of the faces at this connection were not flat. We had checked both faces for perpendicular to the bores but we did not check for flat. The compressor cylinder was removed and it mating face was checked and found to be flat. The distance piece mating face was checked and found to be convex. How did this face get convex, was it an original machining problem or did it distorted over time from being loose or possible had it mated with a concave cylinder in its pervious life, there was no way of knowing. The distance piece was removed and the face was machined flat and perpendicular. The female fit was bored larger because we did not have enough movement or clearance to align the cylinder with the bolting loose. The distance piece was reinstalled and the cylinder was installed and aligned. The cylinder bore alignment did not change when the distance piece to cylinder bolting was tightened and torqued. Alignment dowels were installed on all of the distance piece to crosshead and distance piece to cylinder to aid in alignment when the compressor was reinstalled in the plant. The compressor was disassembled and shipped back to the plant.
Below are the alignment readings of the third stage cylinder taken at the OEM repair center. The “as found” measurements are the measurements taken when the cylinder was first installed in the repair center. The “pre machining” measurements were taken using the optical alignment tool to direct the tightening of the distance piece to cylinder bolting. The “after machining” measurements were taken after the distance piece face was machined flat.

CR-1 3rd STAGE #1 THROW AT OEM
After the foundation work was completed the compressor case was installed on the new foundation and then leveled, aligned and grouted in place. After the grout cured all three distance pieces and cylinder were installed and aligned using the alignment dowels and the optical alignment tool. The dowels were removed for final alignment of all of the cylinders. All of the cylinders were aligned and the dowels were reamed and reinstalled to set final alignment. The compressor was reassembled and returned to service. The compressor has performed very well with very low vibration reading for one year.
Below are the alignment readings of the third stage cylinder taken after final alignment at the plant.

CR-1 3rd STAGE #1 THROW IN PLANT FINAL
Proper cylinder alignment is critical to the longevity of many of the compressor components. All of these components have been mentioned above. Cylinder alignment should be checked if any of these components fail prematurely. Cylinder alignment should be checked if the bolting between the crosshead housing, distance piece, cylinder or cylinder support legs are damaged or loosened. Anytime the cylinder is removed or replaced the alignment must be checked and aligned.
We have highlighted the importance of cylinder alignment and problems that will occur from misalignment. Cylinder misalignment should be considered as a possible root-cause any time one of these components fail.
We have given an example of a real life cylinder misalignment problem and the method in which that problem was solved. With this information you are now better equipped to solve cylinder alignment problems in your work place. “The Becht Guys” are always ready to assist you with any of your machinery problems. If you have any question about this article or any of our previous articles please click our contact form below.





Hi Randy, can cylinder misalignment can lead to piston ring and rider ring failure?
Hi Randy,
We have a recurrent failure on one of the cylinder of a recip comp.what you have described sounds exact to what we have found. Could we get some advice from you about how to check the cylinder aligment?
Johanna, this is Stanley Fussell the Author of this article. I would be happy to help you anyway I can. Please contact me on my email sbfussell@gmail.com.
Stanley fussell sir is there any other procedure check cylinder alignment manually without these laser optical procedure??
Yes, in addition to optical alignment and laser alignment, you could used the wire alignment method. The wire alignment method was used successfully for May years before the optical or laser alignment was developed. If I can help you in anyway email me at sbfussell@gmail.com.