Planning a Turnaround That Fits – Using RBWS
A risk-based work selection process (RBWS) screens worklist items to ensure they are justified for risk reduction or financial benefit as part of a turnaround.
In today’s process industries, sustained long-term reliability of facilities is a key to profitability and competitiveness. The cost of unreliability, which includes health, safety and environmental (HSE) incidents, is difficult for even healthy companies to endure and with investment in the right proactive measures can be avoided. Risk based work selection is a work process that prioritizes and optimizes turnaround and maintenance work without sacrificing reliability. RBWS uses risk to screen individual worklist items to ensure they are justified by either HSE risk reduction or financial benefit to cost analysis. Significant reductions in turnaround work scope typically result from this structured work process. At the same time, the nature of the process is such that there are numerous additional benefits such as ‘sleeper’ risks not previously considered, minimizing discovery work, and helping with alignment of the cross-functional teams.
Inconsistent methods for screening turnaround and maintenance work can lead to missed opportunities for risk reduction and a poor return on investment (ROI). Becht ‘s RBWS method is a systematic and consistent approach to screen turn around work lists using historical and industry performance data. The company’s turnaround and reliability specialists have reviewed turnaround work scopes for over 20 years. The average work list optimization is $3 million in reduced turn around spending per review with a reduction of 24% of low ROI work list items.
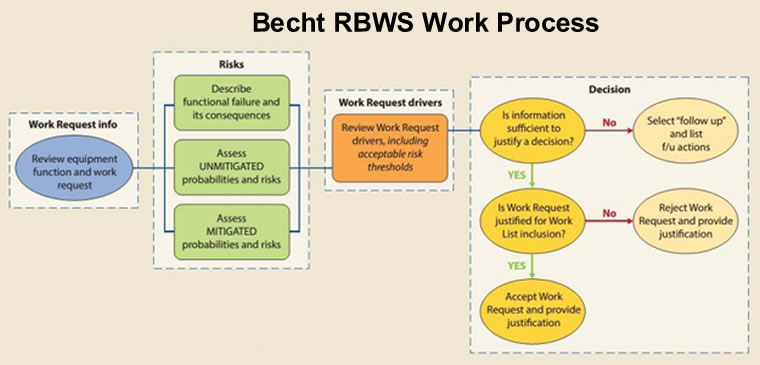
The RBWS process is data driven,ensures consistency of decision making and results in a risk-optimized worklist. The process includes consideration of risk management, reliability and conservation of financial resources. The results are fully documented for leadership review and future turnaround planning. Figure 1 shows the RBWS work process.
Questions that drive the RBWS justification process include (but are not limited to):
- Can the work be done cost effectively on-stream rather than during the turnaround?
- Does the risk of deferral meet the HSE threshold?
- Is there a clear justification for the work?
- Is the scope and cost well-defined?
- Does the cost of doing the work meet the client’s benefit-to-cost ratio threshold (this consideration only applies when HSE risk is below threshold)?
- Will the work eliminate a bad actor?
It is a process which is not limited to fixed equipment
but covers all equipment classes.

The software tool
Use of the right software tool saves time and improves the results of the RBWS review. The process uses the web based software tool, BechtRBWS, to achieve consistent and efficient facilitation of cross-functional meetings, store the worklist data, and document decision making and results. Documentation of the rationale allows the leadership team to understand the ‘whys’ of the outcome, develops consistency between disciplines and sites, and provides a roadmap for future turn around planning.
The information necessary to conduct an RBWS should already exist. The challenge is digging the information out of desk drawers, databases, and Excel spreadsheets, and organizing it for review. Assessments are for a specific time frame; one turnaround cycle, usually 4-7 years. The software will have this timeframe built into it.
What characteristics should the software tool have?
Documentation
An RBWS session is only as good as the documentation. Being transparent about the team’s thought process and recommendations enables leadership to make informed decisions on what is ‘ in’ or ‘out of a turnaround and why. Proper documentation helps eliminate recycle before and during the turnaround and can also be used as the starting point for future turnarounds. A dedicated tool preserves the data and results of the session.
Data gathering
A dedicated software tool should lessen the burden of data gathering for RBWS. Well-defined data fields, along with examples, help guide teams during the data acquisition phase. We recommend that teams new to the process should have training on the process and the data that they are required to gather. Setting clear expectorations for the data to include in work scope submittals will help minimize rework and help communicate the expectation that work items will be scrutinized and require justification.
Facilitation
RBWS requires input from the entire turnaround team with several members participating in a session at any given time. Therefore, being efficient is critical to a successful session. The tool should ease the data entry, facilitation, and risk calculations done during a session, minimizing the downtime. Toggling between screens and scrolling back and forth takes time and can be distracting and confusing. An ideal tool will have a single screen that is the focus during the session. That screen will present the data that was pre-loaded along with fields that capture the discussion during the session and show the risk assessment results.
Accessibility
Sharing information across a site or from site to site can add a lot of value for improved workflow, les sons learned, benchmarking, and to leverage work products from a past turnaround for a future turnaround. A tool should enable this by being accessible. Web based tools that can be logged into from anywhere have a distinct advantage over tools that are loaded onto a single computer.
Reporting
A software tool should have reporting capability built in so it can roll up results that show the items reviewed, deferred, or recommended to be in or out of the turn a round. Most software has standard report templates but having the capability for customized reports is a beneficial feature. An example of a report that our clients like to see is the Benefit to cost graph, which plots each discretionary item in terms of cost versus financial risk mitigated (benefit).
Worklist data
During the review, the drivers (process or equipment integrity) for the turnaround work items are evaluated. The risk-based process is structured to challenge the work list items and determine whether the turnaround work is justifiable, or whether deferments are permissible. Effective evaluation of the drivers requires the right information. Thus, the data should support the evaluation of the benefits of per forming the tasks versus deferring the item until the next turnaround.
In addition to work scope, item description, hours to complete, cost estimate (±30% is recommended), a description of “What will happen if this worklist item is not performed?” as required. Also, for each common type of turnaround task, Becht provides specific direction on the information required. For example, in order to justify a heat exchanger cleaning, the following information and data are requested:
- Past history
- Service (clean / dirty)
- Monitoring/ data such as pressure drop over time
- Percent slowdown or shutdown and time to clean
- U-values or the ratio of ΔTemperature to ΔTemperature at design
The RBWS input workbook is reviewed by the Becht team and there is typically a back-and-forth finalization of the data prior to the review session. For a site which does not have experience with the process, it typically takes two weeks after the first worklist is provided to fully prepare for the review. The worklist, when complete, is imported into the web-based application.
Training and preparation
For sites that have not been through the process, an on-site or webinar-based series of meetings is recommended prior to the review (see Table 1). The training should educate the participants so that expectations for the meeting are understood. The site’s goals for the turnaround and reliability considerations are reviewed with the leadership team. 
Pre-screening is also one of the preparatory steps where items that are deemed essential to the turnaround are taken out of the review process and automatically accepted into the finalized turnaround worklist. Becht develops the list of pre-screening criteria with the user and culls the list of items that will be covered during the review. Example criteria include: low cost items that do not warrant review; items required by a risk based inspection program; and items required for regulatory compliance. This reduces the scope of the review and meeting time, while maintaining the full value of the review.
Risk basics
Risk concepts should be well understood by the cross-functional team. It is formally defined as probability x consequence, with respect to an adverse event (see Figure 2).
Development of risks during a risk-based work process requires definition of some of the following:
- What can happen? Consider the initiating and cascading events, contributing factors, and outcomes
- What are the consequences? Quantify the HSE and economic consequences
- What is the likelihood, or probability of failure?
A risk matrix is required to provide structure to the evaluation. BechtRBWS software imports any conventionally designed risk matrix (see Figure 3 ).
BechtRBWS includes a risk calculator, which is based on the site’s risk matrix and risk definitions, so that the cross-functional team can estimate business and HSE risk levels. In calculating risk, the probability and consequence categories are combined, and unmitigated and mitigated risk levels are displayed. Both economic and HSE risks are used.
The benefit to cost ratio (BCR) is the benefit of mitigation (reduction in business risk) divided by the cost of the task. The cross-functional team uses the BCR along with other considerations (unmitigated HSE risk, cost of action item, bad actor resolution, and so on) to decide whether the task is within scope based on previously developed task acceptance criteria. The group should clearly document a justification for the decision. Ultimately the important considerations from a risk perspective are:
- HSE risks are mitigated to achieve acceptable risk levels
- Business risks are mitigated based on ROI, or BCR

Consequence evaluation
Becht has an in-house methodology to determine consequence for loss of containment incidents. An automated tool which considers fluid properties (flammability, toxicity and vapor cloud potential), pressure, and size of expected leak are taken into account to determine the consequence category in accordance with the user’s consequence category definitions.
Economic consequences are used in calculating the BCR for discretionary work list items. The possibility of lost profit resulting from a slowdown or shutdown is provided for this calculation.
When determining the number of days for a shutdown or slowdown, it is important to consider how much time is needed for operations to isolate and decontaminate the equipment for maintenance, inspection to determine repair scope, days of maintenance to conduct repairs, any special considerations for the equipment such as post-weld heat treatment of weld repairs, and the time it takes to return the equipment to service. As an example, depending on geographical location, complexity of the unit, and equipment considerations, a typical outage duration for a drum is 7-10 days, whereas a tower could need 14-21 days, depending on size.
Outcomes and case studies
An RBWS assessment for a major turnaround (>500 000 man-hours) is likely to take as much as two weeks, provided the frontend planning and prescreening are effectively completed and the items on the work list are of the required quality. Table 2 shows sample results from a recent RBWS.
The results in Table 2 are from a one-week RBWS where the list was pre-screened by the site. The first step is determining if the work can be executed on the run with little or no impact to production. Items that can be executed on the run can then be prioritized by routine maintenance for execution. One of the main drivers to execute work outside the turnaround is reduced cost. Experience in industry indicates that routine maintenance work is at least half the cost of turnaround work and, depending on site specifics, can be as high as four times the cost.
 At this particular site, frequent inspections had been done in the past, providing the opportunity to reduce turnaround activities without accepting substantial risks. We also identified that there was significant potential for discovery work in one of the units due to several process up sets over the last run.
At this particular site, frequent inspections had been done in the past, providing the opportunity to reduce turnaround activities without accepting substantial risks. We also identified that there was significant potential for discovery work in one of the units due to several process up sets over the last run.
At the same time, the RBWS process allows the team, guided by the facilitator, to consider lower cost actions if the proposed task is not justified but risk mitigation is warranted. Sleeper risks can be identified as an organic outcome of the discussion process.
Figure 4 plots the work list tasks in order of decreasing BCR and illustrates the diminishing return nature of risk mitigation. This auto mated output from the RBWS work process allows plant managers to conserve maintenance resources and minimize risk by targeting the high return work list items (corresponding to the left side of the figure).
Note: this figure does not consider HSE risk drivers, which are considered independently

Conclusion
Becht’s RBWS method is a systematic approach to screen turnaround work lists. The process is facilitated by turnaround and reliability specialists who have decades of experience in execution of RBWS and turnaround planning.
RBWS uses risk to screen individual worklist items to ensure that they are justified by either HSE risk reduction or financial benefit to cost ana lysis. Significant reduction s in turnaround work scope typically result from this structured work process. At the same time, additional benefits such as identification of ‘sleeper’ risks, minimization of discovery work, and alignment of the cross-functional teams on a consistent approach for turnaround worklist development are realized through the BechtRBWS process.
Want to learn more about BechtRBWS? Please click below:





