New Method for Prioritizing Equipment for Inspection and Replacement in HTHA Service
Gerrit Buchheim, Manager of the Pono Division of Becht Engineering, has developed a practical and simple-to-use approach to prioritizing the inspection and replacement of equipment in High Temperature Hydrogen Attack (HTHA) service. This approach utilizes the existing and accepted “Nelson Curve”, but adapts it to better fit the realized operating conditions at an individual facility, based on several factors that have not been previously considered.
Background
Historically, the industry has used experienced-based curves (API 941 Nelson Curves) in the selection of materials as well as evaluating existing in-service equipment. These curves have served the industry well to now, but in the past 5 years, there have been several notable cases of HTHA that fall below the established curves and there is still a sizeable base of C-0.5 Mo equipment operating above the carbon steel curve. Therefore, industry needed a more realistic method for evaluating existing equipment in potential HTHA service.
Pono HTHA Evaluation Method
It is important to note that previously, the only two determinants used in modeling HTHA susceptibility have been partial pressure of hydrogen and operating temperature. However, Gerrit realized that there are several other operating conditions that can significantly increase or decrease susceptibility to HTHA. This method attempts to modify both the accepted “Nelson Curve” for each material, as well as modify the operating conditions to consider many more factors that affect HTHA.
—> Operating Conditions
The Pono method still starts with the ppH2 and T, but then takes into account other driving forces. These are added up and used to formulate the HTHA Temperature and Pressure (HTP) for HTHA to occur. The following are additional factors to consider and how they affect the HTP:
- Cladding type and thickness of the cladding (lowers HTP)
- Corrosion scale and fouling (lowers HTP)
- Overall thickness – thin equipment has higher gradients than thick equipment (lowers HTP)
- Presence of catalyst (raises HTP)
- Effect of atypical operation hours and conditions (raises HTP)
- Confidence in operating condition data for recent and past years of service (raises HTP if not highly confident in data)
While all of these factors are taken into account – the last factor – the confidence in operating condition data is most important. A significant amount of equipment in HTHA service dates back several decades; some dating to 50+ years of service! While recent data is often very reliable, it is important to note that older data may not be very reliable (or even present) at all.
—> Material Resistance of the Base Material
When establishing a specific material’s resistance to HTHA (MHR), the starting point is the established Nelson Curve. The method covers Carbon steel, C-0.5Mo, C-Mn-0.5Mo, 0.5Cr-.5Mo, 1Cr, and 1.25Cr materials. Then several factors are taken into account to adjust for how the base material should be expected to perform in resistance to HTHA. As with the adjustments to the operating conditions, each of these factors can either raise or lower the curve.
- Post Weld Heat Treatment (non PWHT lowers it)
- Membrane stress level (low stresses raise the curve)
- Age in service (operating time continuously lowers the curve)
- Chemistry factors (Mo or Cr to C ratios and elements like P and S can lower or raise the curve)
- HTHA inspections conducted (frequency, methods, zones)
- Effective inspection raises the curve and no inspection lowers the curve
Results/Presentation
The specific adjustment factors are provided to a client as part of the report package and are documented in the methodology. The original Nelson curve and the adjusted MHR curve are plotted, along with the original operating condition point and the adjusted HTP point. This gives a visual display of where a piece of equipment is operating and the inherent susceptibility to HTHA – based on the relative position of HTP to the MHR curve. (Three examples of actual curves are shown at the end of this blog). The distance that the HTP is below (good) or above (bad) the MHR determines the likelihood of HTHA. Recommended actions such as inspection, replacement or setting an IOW (see Risk Management Table 1) then can be made more accurately. We have found that this type of presentation is effective in communicating results to a broad audience of stakeholders.
Table 1 – Risk Management
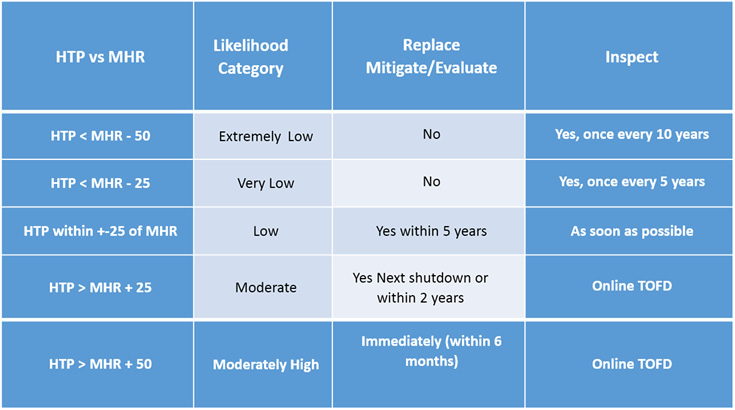 (Above are starting points that may be customized using a client-specific corporate risk matrix)
(Above are starting points that may be customized using a client-specific corporate risk matrix)
Validation
This method has been validated (trend-wise) by utilizing the limited data obtained from previous failures due to HTHA. However, many factors employed by the Pono method typically are not reported. The Pono method already has been implemented by a North American refiner with multiple refineries to prioritize replacement and inspection of system-wide equipment on a consistent basis. Becht Engineering has completed 3 other HTHA evaluation projects for 2 more refineries, and oil sands facility, and starting a chemical plant project. Although NDE for HTHA is challenging, it is important to note that to date there have been no failures to equipment that have been identified as needing inspection for HTHA and being actively inspected. Therefore, inspection is the key! And the Pono method, which focuses on qualitative data, is a vital tool for more accurately identifying specific equipment for inspection or replacement.
About the Author
Gerrit Buchheim’s experience with HTHA is longstanding. He has been involved with HTHA issues in the refining industry for over 30 years and is an active member of the API 941 task group. Moreover, Gerrit has provided legal advice as well as facilitated numerous HTHA workshops/panels at API and NACE. Most recently, he organized an HTHA panel discussion at the 2015 API Inspection Summit where he presented this material. This new HTHA assessment method also was published in the November/December 2014 issue of Inspectioneering Journal. He and his Becht colleague, Jim McLaughlin, have been hired by API to document in a new Appendix to API 941TR, the recent non-PWHT’d failures and changes in the 8th Edition of API 941 that should be issued in 2015.
As mentioned above, you can read the full article from Inspectioneering Journal November/December 2014 issue HERE. For more information please contact Gerrit M. Buchheim, P.E.
Example Curves Below
Figure 1
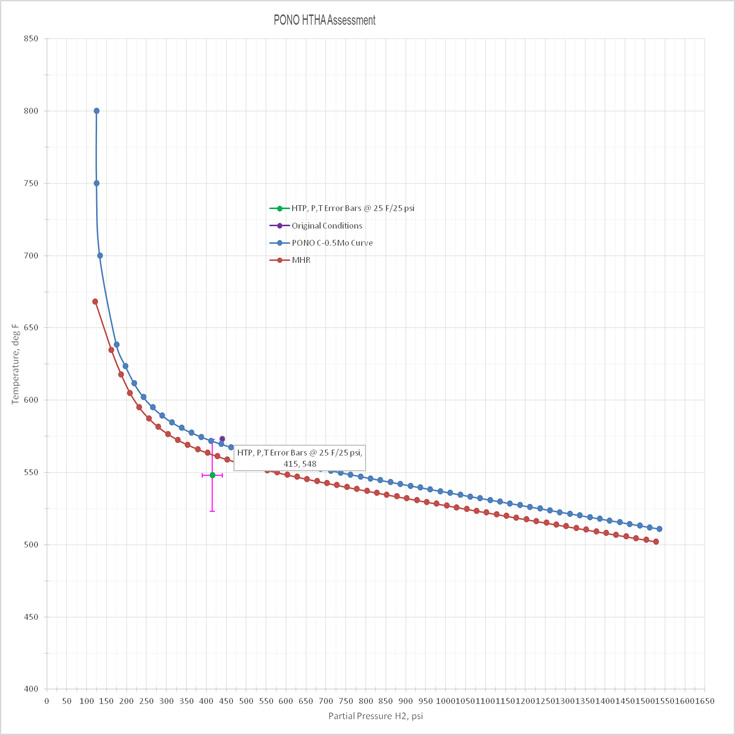
Figure 1 – Plot showing a Pono Nelson curve for C-0.5Mo (CS+50F) and stated operating conditions and the adjusted MHR and HTP. In this case the HTP is below the MHR, even though originally it would have been flagged as high risk using the standard Nelson curve and operating conditions. This would fall in the low likelihood.
Figure 2
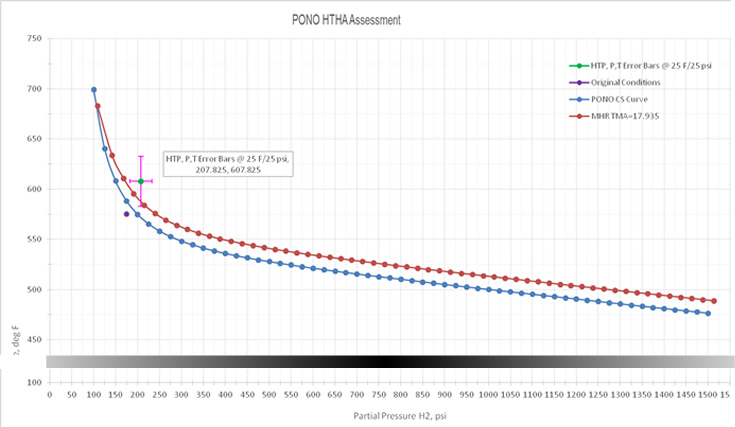
Figure 2 – Plot showing the original Nelson curve for CS PWHT’d and stated operating conditions and the adjusted MHR and HTP. In this case the HTP is above the MHR and would place this item into the low category and at border of the moderate category. The original conditions were below the unadjusted curve, but in this case that would be non-conservative.
Figure 3
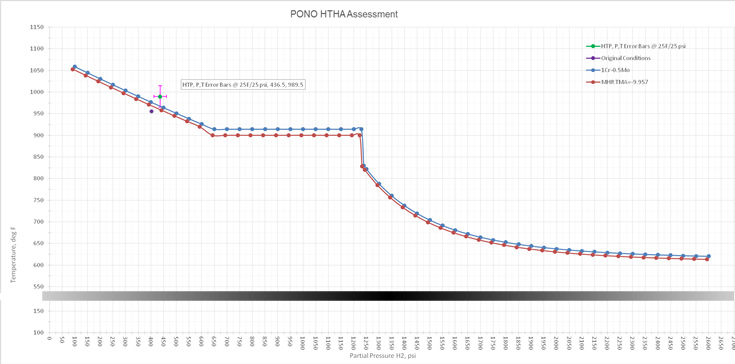
Figure 3 – Plot showing the original Nelson curve for 1Cr-0.5Mo after almost 60 years and stated operating conditions and the adjusted MHR and HTP. In this case the HTP is far above the MHR and would place this item into the moderately likelihood category.
Click to Request More Info from Becht




