Operability And Fitness-for-Service (FFS) Of ASME Equipment In Nuclear Power Plants

Bringing Order and Logic to the Evaluation Process
There is a multitude of documents and reports that describe the damage mechanisms of ASME pressure equipment (vessels, pumps, valves, piping, and tanks, and their supports) in nuclear power plants. Thousands of pages published by EPRI, the NRC, ASME, NACE, research laboratories, utilities, contractors, and others, to read, study, and understand.
The plant engineer must understand these thousands of pages of damage mechanisms, first to take the right preventive measures, and second, when the damage occurs despite our best efforts, to correctly diagnose the remaining life of the equipment, i.e. determine its fitness-for-service, its operability.
In December 2018, EPRI published “Roadmap to Integrity Evaluation and Repair of Nuclear Plant Piping” EPRI report number 3002013156, to help the plant engineer navigate through the technical and regulatory complexities of damage mechanisms and the methods for the evaluation of remaining life. This is an important step in bringing order and logic to the integrity evaluation process.
The 2018 EPRI Roadmap proposes an effective and technically sound way to look at the multitude of damage mechanisms and evaluation methods. The Roadmap approach is to group damage mechanisms into four categories:
-
- Wall thinning caused by corrosion or by erosion or wear, or a combination.
- Cracking caused by corrosion, or initial weld flaws, or fatigue, or a combination.
- Embrittlement caused by the environmental conditions of operation.
- Structural damage caused by an accidental over-load.
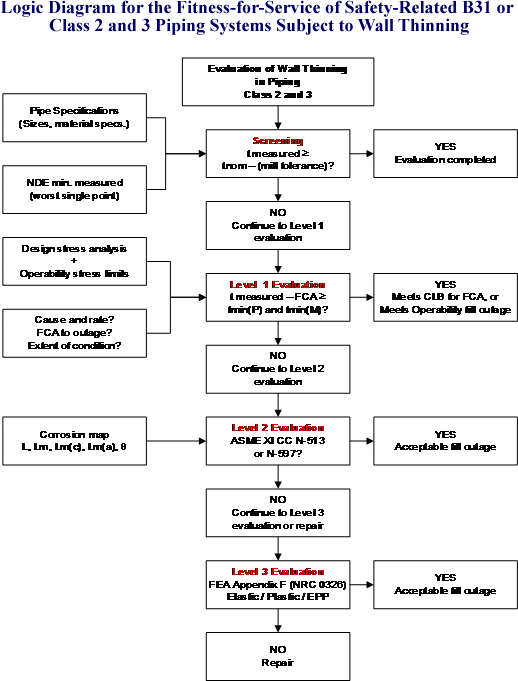
For each of these four damage mechanisms, there is a logical, multi-level approach to be followed to evaluate the fitness-for-service of the equipment, its adequacy for continued operation, its operability. For example, the evaluation methods and criteria for ASME B31 and ASME III safety-related piping systems are described in the logic diagram provided below. It consists of a screening assessment, followed by a three-level assessment.
There is nothing new in the diagram, since the methods and criteria are provided in ASME Code, ASME Code Cases, and the NRC regulation in the form of 10CFR50.55a, Reg. Guide 1.147, Inspection Manual Chapter 0326, or other documents. However, this multi-level approach gives the plant engineer a sense of order and logic to the evaluation process.
Along the same lines, to introduce the same order and logic to the operability evaluation of ASME equipment, the industry, the ASME Code committees, and the regulator now need to do two things:
Espouse the same logic diagram for wall thinning of pressure vessels, pumps, valves, and tanks.
Develop similar logic diagrams for the other three damage mechanisms: Cracking, embrittlement, and over-load.
If you have a question relating to this blog, you may post a comment for the authors at the bottom of this page. If you would like to submit an Information Request please click below: