Repair of Pressure Equipment and Piping in Nuclear Power Plants- Navigating ASME XI Repairs with PCC-2 as a Roadmap
Summary – This article assists engineers in selecting ASME XI options for the repair of ASME III nuclear components. In summary, the repair options in ASME XI are dispersed throughout Section XI and Code Cases, while, in contrast, the ASME PCC-2 repair standard (for non-safety related components) lists repair options in a well-structured manner. So, we are going to use the structure of ASME PCC-2 as a road map to cross-correlate the equivalent ASME XI repair, where it exists. Therefore, the Table can be used as a checklist to remind engineers of the many repair options.
On one hand …. ASME XI: The repair of safety-related Class 1, 2, and 3 nuclear components is addressed in ASME Boiler & Pressure Vessel Code Section XI and in a series of ASME XI Code Cases. The use of ASME XI and its Code Cases to select a repair technique poses two challenges:
- The repair techniques are dispersed in the body of IWA-4000, in ASME XI Appendices, and in several Code Cases.
- ASME XI dedicates considerable space to the documentation of the repairs, and the roles and responsibilities of the parties involved. This adds to the plant engineer’s challenge of zeroing-in on the technical requirements.
On the other hand … ASME PCC-2: The repair techniques for non-safety related pressure equipment and piping is addressed in several codes, standards, and guides; for example, those published by the National Board, EPRI, API, STP, etc. Of particular interest is ASME PCC-2 “Repair of Pressure Equipment and Piping”. One of the strengths of PCC-2 is its clear structure: The repair techniques are listed sequentially, each article (chapter) of PCC-2 being a repair technique. As such, the PCC-2 Table of Contents can be used as a checklist, to quickly go down the repair options listed.
Following the introductory Chapter, ASME PCC-2 is divided into the three general groups of repair methods:
- Part 2 Welded Repairs
- Part 3 Mechanical Repairs
- Part 4 Nonmetallic and Bonded Repairs
Finally, PCC-2 Part 5 addresses the general question of pressure or leak testing a repair.
Note that, technically, PCC-2 has benefited from the work done in the nuclear industry, within Section XI. Some of the PCC-2 repairs were first drafted by nuclear power plant engineers.
ASME XI Repairs with PCC-2 as a Roadmap
This article is meant to use the strength of PCC-2, its clear and logical structure, to list the PCC-2 repair options and weave-through the corresponding ASME XI repair techniques. In this roadmap, the statement “No explicit ASME XI equivalent” is not a criticism, it simply reflects that some of the repair techniques are either not practical for a safety-related component (for example, pipeline welded sleeves), or have not yet been brought forward to Section XI.
ASME PCC-2 Part 2 Welded Repairs
| ASME PCC-2 | ASME Section XI (with excerpt) |
|
Article 2.1 Butt-Welded Insert Plates in Pressure Components |
No explicit ASME XI equivalent |
|
Article 2.2 External Weld Overlay to Repair Internal thinning |
ASME XI CC N-504 Alternative Rules for Repair of Classes 1, 2, and 3 Austenitic Stainless Steel Piping Inquiry: Under the rules of IWA-4120, in Editions and Addenda up to and including the 1989 Edition with the 1990 Addenda, in IWA-4170(b) in the 1989 Edition with the 1991 Addenda up to and including the 1995 Edition, and in IWA-4410 in the 1995 Edition with the 1995 Addenda and later Editions and Addenda, a defect may be reduced to an acceptable flaw in accordance with the provisions of either the Construction Code or Section XI. As an alternative, is it permissible to reduce a defect to a flaw of acceptable size by increasing the pipe wall thickness by deposition of weld reinforcement material on the outside surface of the pipe? |
| Article 2.3 Seal-Welded Threaded Connections and Seal Weld Repairs | No explicit ASME XI equivalent |
|
Article 2.4 Welded Leak Box Repair |
Modification of items other than Class 1 may be performed to contain or isolate a defective area without removal of the defect, provided the following requirements are met … |
|
Article 2.6 Full Encirclement Steel Reinforcing Sleeves for Piping
|
|
|
Article 2.7 Fillet Welded Patches with Reinforcing Plug Welds
|
No explicit ASME XI equivalent |
| Article 2.8 Alternatives to Traditional Welding Preheat | No explicit ASME XI equivalent |
|
Article 2.9 Alternatives to Postweld Heat Treatment |
ASME XI CC N-432 Inquiry: May the automatic or machine GTAW process be used as an alternative to the SMAW process for performing the temper bead technique on Class 1 components? ASME XI CC N-606 Inquiry: May the automatic or machine GTAW temper bead technique be used without use of preheat or postweld heat treatment on Class 1, BWR CRD housing or stub tube repairs? ASME XI CC N-762 Inquiry: Under what conditions may the provisions for procedure qualification of temper bead welding of QW-290 be used in lieu of the procedure qualification requirements of IWA-4600, when postweld heat treatment will not be performed? |
| Article 2.10 In-Service Welding onto Carbon Steel Pressure Components or Pipelines |
No explicit ASME XI equivalent |
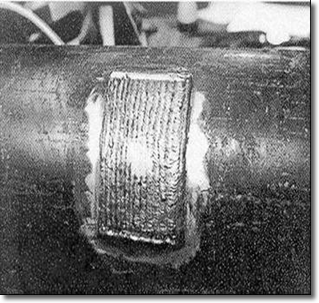
| Article 2.11 Weld Buildup, Weld Overlay, and Clad Restoration |
ASME XI CC N-740 Reply: It is the opinion of the Committee that, in lieu of the requirements of IWA-4410 and IWA-4611, a defect in austenitic stainless steel or austenitic nickel alloy piping, components, or associated welds may be reduced to a flaw of acceptable size in accordance with IWB-3640 by addition of a repair weld overlay. In addition, for these materials, in lieu of IWA-4410, a mitigative weld overlay may be applied. All Section XI references are to the 2007 Edition with the 2008 Addenda. For the use of this Case with other editions and addenda, refer to Table 1. The weld overlay shall be applied by deposition of weld reinforcement (weld overlay) on the outside surface of the piping, component, or associated weld, including ferritic materials when necessary, provided the following requirements are met. ASME XI CC N-576 Inquiry: In lieu of meeting the requirements of the Construction Code, as required by IWA-4411,1 may SB-163, UNS N06600, steam generator tubing be repaired by applying a laser beam weld (LBW) deposit on the inside surface of the steam generator tubing? ASME XI Appendix Q This Nonmandatory Appendix provides an alternative to the requirements of IWA-4420, IWA-4520, IWA-4530, and IWA-4600 for making repairs to, and subsequent examination of Class 1, 2, and 3 austenitic stainless steel pipe weldments [with an internal ID flaw] by deposition of weld reinforcement (weld overlay) on the outside surface of the pipe.
|
|
Article 2.12 Fillet Welded Patches
|
No explicit ASME XI equivalent |
| Article 2.13 Threaded or Welded Plug Repairs | No explicit ASME XI equivalent |
| Article 2.14 Field Heat Treating of Vessels | No explicit ASME XI equivalent |



ASME PCC-2 Part 3 Mechanical Repairs
| ASME PCC-2 | ASME Section XI (with excerpt) |
| Article 3.1 Replacement of Pressure Components |
IWA-4000 Repair Replacement Activities |
|
Article 3.2 Freeze Plugs  |
No explicit ASME XI equivalent |
| Article 3.3 Damaged Threads in Tapped Holes | No explicit ASME XI equivalent |
| Article 3.4 Flaw Excavation and Weld Repair |
ASME XI IWA-4420
|
| Article 3.5 Flange Repair and Conversion | No explicit ASME XI equivalent |
|
Article 3.6 Mechanical Clamp Repair
|
ASME XI IWA-4133 Mechanical Clamping Devices Used as Piping Pressure Boundary |
| Article 3.7 Pipe Straightening or Alignment Bending |
No explicit ASME XI equivalent |
| Article 3.8 Damaged Anchors in Concrete (Post-installed Mechanical Anchors) | No explicit ASME XI equivalent |
| Article 3.11 Hot and Half Bolting Removal Procedures |
No explicit ASME XI equivalent |
| Article 3.12 Inspection and Repair of Shell and Tube Heat Exchangers |
IWA-4700 Heat Exchanger Tubing [repair]
|

ASME PCC-2 Part 4 Nonmetallic and Bonded Repairs
| ASME PCC-2 | ASME Section XI (with excerpt) |
| Article 4.1 Nonmetallic Composite Repair Systems: High-Risk Applications |
Section XI Code Case possibly later. |
|
Article 4.2 Nonmetallic Composite Repair Systems: Low-Risk Applications 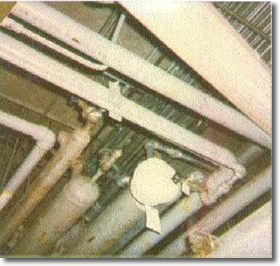 |
Section XI Code Case possibly later. |
| Article 4.3 Nonmetallic Internal Lining for Pipe: Sprayed Form for Buried Pipe | Section XI Code Case possibly later. |
ASME PCC-2 Part 5 Examination and Testing
| ASME PCC-2 | ASME Section XI (with excerpt) |
| Article 5.1 Pressure and Tightness Testing of Piping and Equipment |
See response to Article 5.2 |
|
Article 5.2 Nondestructive Examination in Lieu of Pressure Testing for Repairs and Alterations |
ASME XI IWA-4540 ASME XI CC N-416 ASME XI CC N-843 ASME XI CC N-795 |
ASME XI Repair techniques that have no equivalent in PCC-2
ASME XI CC N-569
Alternative Rules for Repair by Electrochemical Deposition of Classes 1 and 2 Steam Generator Tubing
Inquiry: As an alternative to IWA-4000, is it permissible to establish the acceptability of steam generator tubing by electrochemical deposition of material on the inside surface of the tube?
ASME XI CC N-666
Weld Overlay of Class 1, 2, and 3 Socket Welded Connections
Inquiry: As an alternative to the defect removal provisions of IWA-4420,1 may the structural integrity of a cracked or leaking socket weld, if the failure is a result of vibration fatigue, be restored by installation of weld overlay on the outside surface of the pipe, weld, fitting, or flange?
Have a question or would like more information? You may post to this blog or click the link below for more help.




Thank you George for the wonderful post on ASME XI Repairs. I deal with Pressure Vessel Equipment repair. Recently, I have been doing internship at a nuclear power plant. I just stumbled upon this one and found many more in your arsenal.