Equipment Health Monitoring of Coke Drum to Improve Fatigue Life
Coke drum lives can be extended by using an equipment health monitoring system, often without increasing the cycle time.
Delayed coking is a form of thermal cracking used for processing “bottom of barrel” residuum. Thermal cracking produces a wide range of hydrocarbons along with coke, a solid structure of ~90 wt% carbon. In the delayed coking process the formation of coke is “delayed” until it is laid down in the coke drums, where it is accumulated and removed as a marketable product. Products of the coking process include sour fuel gas, sour liquefied petroleum gas (LPG), naphtha, light coker gas oil (LKGO), heavy coker gas oil (HKGO), and coke.
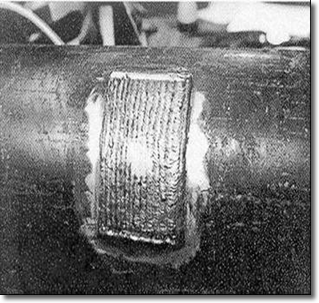
The coking process in the coke drums can be divided into two parts, hot cycle and cold cycle. In the hot cycle the hot feed is brought into the coke drum and in the cold cycle water is introduced into the drum to cool the coke and the drum. Back in the 1980s, the total coking cycle time (hot cycle and cold cycle) ranged from 18 to 36 hours depending on the coke type and facilities. However, with today’s trends, the push is for higher throughputs on the equipment and this leads to shorter drum cycles ranging from 11 to 18 hour cycles. Shorter cycle time results in more thermal cycles within a year. These cycles will cause higher thermal stresses on the drum shell during the oil-in and water quench steps if these steps are shortened as part of the reducing the overall cycle time. In addition, the increase in resid feed density is contributing to a denser coke bed, which contributes to un-even cooling of the bed and the coke drum shell leading to thermal stresses. These thermal stresses can range from 90 ksi to 100 ksi and will often result in pre-mature fatigue cracking of the drums.
To increase the fatigue life of the drum, we recommend installing an equipment health monitoring system (EHM). Such systems are a proven methodology for predicting the life of the drum for any given operating cycle and can be used to identify process changes that will extend the drum life.
The objectives of EHM in Delayed Coking are as follows:
- Improve drum reliability
- Allow proactive modification of warm-up and quench operation
- Monitor and minimize drum thermal stresses so as to delay the onset of cracking within the allowable economic cycle time.
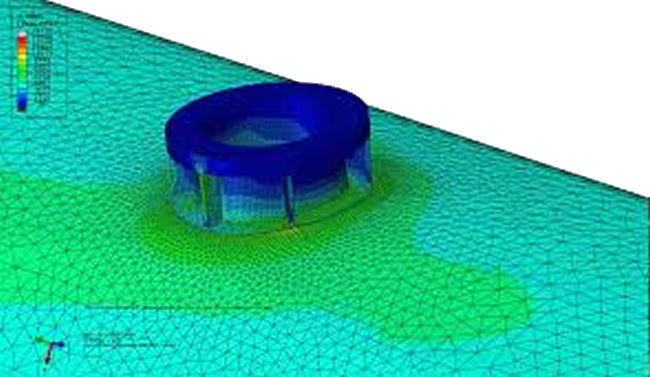
The critical locations for EHM are the Skirt to shell junction, weld seams especially closer to the outage level (maximum fill height) and the weld seam in the cone area. At these locations an array of thermocouples are used to obtain real time temperature data during the coking cycles. The thermocouple data are then used in conjunction with finite element stress analysis (FEA) to obtain the total stress range at the area of interest during the hot and cold cycles. The stress ranges are then used to predict the fatigue life of the drum. The strain data, if available, is used to complement the FEA results.
Using the stress analysis results, the heat up and quench operations can be modified and optimized to reduce stresses on the drum. For example, Figure 1 shows the stress distribution during the un-optimized hot cycle. The maximum stress is approximately 104 ksi. Figure 2 shows the stress distribution during the optimized hot cycle. The maximum stress is approximately 56 ksi, which is approximately 50% lower. This optimization is achieved by heating up the drum especially the skirt to shell location to a slightly higher temperature prior to the introduction of the feed. The higher heat up was achieved without reducing the cycle time of the coking cycle.
Once the drum operations are optimized, a real time monitoring of the drum could be set up where the operators will be able to monitor the thermocouple data in the control system to observe whether the drums are being operated within the temperature limits set by finite element stress analysis results.
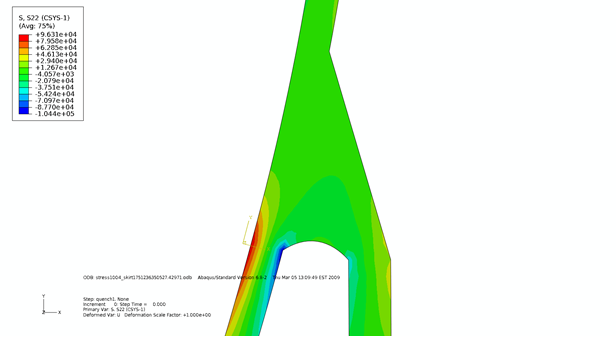
Figure 1 Un-optimized Hot Cycle
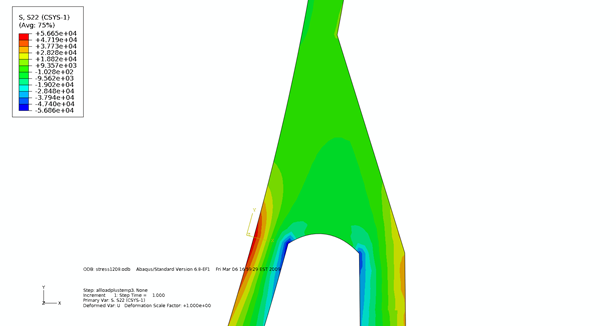
Figure 2 Optimized Hot Cycle